Chemical recovery
Återvinning av värdefulla kemikalier och biprodukter från fabriksprocesserna är ett enkelt och okomplicerat sätt att öka lönsamheten på ditt bruk. Alfa Laval erbjuder ett brett utbud av separeringsutrustning för att hjälpa dig att göra just detta.

Återvinning av värdefulla kemikalier och
biprodukter
Den globala nedgången i pappersproduktion gör att kemiska massafabriker måste skära ned sina kostnader och hitta nya intäktsströmmar. Kemisk återvinning och extrahering av biprodukter är en viktig del i det här arbetet. Separering av värdefulla substanser från procesströmmarna för vidareförsäljning eller återanvändning är ett smart sätt att ge lönsamheten en knuff.
Kontinuerlig och energieffektiv återvinning av värdefulla kemikalier
Vid återvinning av värdefulla substanser från procesströmmar krävs energi, resurser och golvyta på bruket. Fundera på vad en sänkning av den totala driftskostnaden kan göra för ditt bruk. Alfa Lavals dekantercentrifuger gör just detta.
Ta som exempel processen att avvattna slam, som grönlutslam. Alfa Lavals dekantercentrifuger är ett smart alternativ till traditionella roterande vakuumfilter eftersom de använder mycket mindre energi och tar upp 80 % mindre golvyta. De kräver heller inte ytterligare kalk eller komplicerad hjälputrustning som vakuumpumpar eller pre-coating-system. Dessutom ger våra mycket tillförlitliga och automatiska dekanters en kontinuerlig drift och reducerar processavfallsströmmarna till torra kakor som är enkla att kassera, vilket dramatiskt sänker kostnaderna för kassering samtidigt som den kemiska återvinningen förbättras.
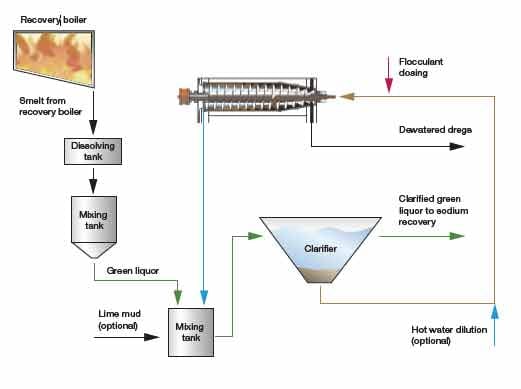
Processöversikt
Fördelar
- Hög kemisk återvinning
- Lägre kostnader för installation, drift och underhåll
- Lägre kostnader för slamkassering
Nya intäkter från biprodukter
Öka vinstmarginalen genom extrahering och försäljning av rena kemiska biprodukter med hjälp av Alfa Lavals beprövade separeringsteknik. Med Alfa Lavals lösningar kan du separera följande värdefulla kemiska föreningar från brukets avloppsströmmar:
Terpentin – med Alfa Lavals mycket effektiva kondensorer kan du extrahera terpentin från reaktorångor med en minimal mängd kylvatten.
Lignin – med våra membranfilter kan du extrahera lignin från svartlut till en minimal driftskostnad.
Hemicellulosa och nanocellulosa – det är både enkelt och kostnadseffektivt att återvinna högkvalitativ hemicellulosa och nanocellulosa med Alfa Lavals membranfilter.
Lignosulfonat – våra helautomatiska lösningar för membranfiltrering är dessutom en lågkostnadsmetod för återvinning av lignosulfonat från förbrukat sulfitlut.
Avvattning av grönlut
Södra Cell är en av världens ledande tillverkare av marknadsmassa. Lär dig hur de minskade kemikalieförlusterna i grönlutsavfall med en Alfa Laval dekantercentrifug.
Alfa Lavals erfarenhet gör hela skillnaden
BIOTECH Paskov producerar lignosulfonat som extraheras från förbrukad sulfitlut och används inom byggnadsindustrin, metallindustrin samt av pappers- och kartongtillverkare. Alfa Laval har levererat platt- och stativmembranmodulerna.